")

")
- »ęáÝ(gu®ģ)Ĺy(t®Įng)“ĽšN ŘüŠĺÄ£ļ
- ĪĪĺ©Ņā≤Ņ£ļ
- 010-64437473
- …Ōļ££ļ
- 021-62113795
- …ÓŘŕ£ļ
- 0755-86241216

SD ATCłŖČļňģ…šŃų≥żų[ŌĶĹy(t®Įng)áäňģ≥żų[∑Ĺ ĹŖxďŮ
ēr(sh®™)ťg£ļ2013-07-11 ĀŪ(l®Ęi)‘ī£ļ ĪĪĺ©Ķ¬łŖĚć«ŚĚć‘O(sh®®)āš”–ŌřĻęňĺ
‘ŕüŠ‹ą–£÷Īšď≤ńĶńŖ^(gu®į)≥Ő÷–£¨šď≤ńĪŪ√śĶń†t…ķ—űĽĮŤF∆§(ň◊∑Qų[∆§) «”įŪĎšď≤ńĪŪ√śŔ|(zh®¨)ŃŅĶń÷ų“™‘≠“Ú÷ģ“Ľ£¨”…”ŕňŁĶńīś‘ŕ÷¬ Ļšď≤ńĪŪ√śģa(ch®£n)…ķįľŅ”°Ę¬ťŁc(di®£n)°Ę—űĽĮŤF∆§Čļ»ŽĶ»∂ŗ∑N»ĪŌ›£¨ĹošďŹSļÕ Ļ”√∑ĹéßĀŪ(l®Ęi)Ńň›^áņ(y®Ęn)÷ōĶńĹõ(j®©ng)Ěķ(j®¨)ďp ßļÕĚď‘ŕĶńő£ļ¶£¨≤ĘėOīůŌų»űŃňŹSľ“ģa(ch®£n)∆∑Ķń –ąŲ(ch®£ng)łā(j®¨ng)†é(zh®•ng)Ѷ°£ěťīň£¨ĪĪĺ©Ķ¬łŖĚć«ŚĚć‘O(sh®®)āš”–ŌřĻęňĺĹMŅóľľ–g(sh®ī)ѶŃŅövĹõ(j®©ng)ĒĶ(sh®ī)‘¬£¨ĹK”ŕ—–įl(f®°)≥…Ļ¶“ĽŐ◊łŖ–ß»ę◊‘Ą”(d®įng)SD ATCłŖČļňģ…šŃų≥żų[ŌĶĹy(t®Įng)≤ĘÕ∂»ŽĎ™(y®©ng)”√£¨“‘Ō¬÷ų“™ĹťĹBSD ATCłŖČļňģ…šŃų≥żų[ŌĶĹy(t®Įng)áäňģ≥żų[∑Ĺ ĹŖxďŮ°£
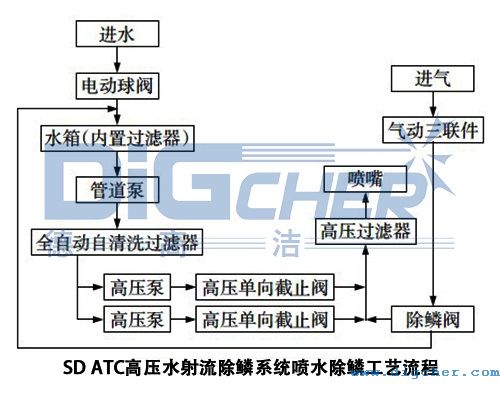
SD ATCłŖČļňģ…šŃų≥żų[ŌĶĹy(t®Įng)áäňģ≥żų[∑Ĺ ĹŖxďŮ£ļ
SD ATCłŖČļňģ…šŃų≥żų[ŌĶĹy(t®Įng)üŠ‹ąšďŇų≤…”√ĶńłŖČļňģ≥żų[áäňģ∑Ĺ Ĺ”–É…∑N£¨“Ľ∑N «ŖBņm(x®ī)áäňģ≥żų[∑Ĺ Ĺ£¨∂ÝŃŪ“Ľ∑NĄt «÷‹∆ŕ–‘ťgĒŗ Ĺáäňģ≥żų[∑Ĺ Ĺ°£
ő“āÉ“—÷™ÖĘĒĶ(sh®ī)ěť◊ÓīůšďŇų“é(gu®©)łŮ180×220 mm°ĘšďŇųťL(zh®£ng)∂»3 m°Ę≥Ų†t›ĀĶņňŔ∂»1m/s°Ę≥żų[ňŔ∂»1m/s£¨”…īňŅ…÷™√ŅłýšďŇų≥żų[ēr(sh®™)ťgěť3s°£ŅľĎ]Ŗx»°šďŇųÓ^≤Ņ≥¨«įáäňģēr(sh®™)ťg1s£¨šďŇųő≤≤ŅúĢļůÕ£ňģēr(sh®™)ťg0.6s£¨ĄtÜő÷ßšďŇųłŖČļňģ≥żų[Ņāēr(sh®™)ťgěť4.6s°£‘O(sh®®)”č(j®¨)≥ű‘O(sh®®)∂®ĶńSD ATCłŖČļňģ…šŃų≥żų[ŌĶĹy(t®Įng)◊ÓīůŖ^(gu®į)šďŇųń‹Ń¶ěť√Ņ–°ēr(sh®™)120łý£¨ń«√ī√ŅłýŇųŃŌ∆Ĺĺýēr(sh®™)ťgĺÕ «30s£¨Ąt≥żų[ťgĒŗēr(sh®™)ťgěť25.4s£¨≥żų[ťgĒŗēr(sh®™)ťgŇc≥żų[Ļ§◊ųēr(sh®™)ťg÷ģĪ»ěť5.5°£Ļ ≥żų[Łc(di®£n)‘O(sh®®)”č(j®¨)ěť÷‹∆ŕ–‘ťgĒŗ Ĺáäňģ≥żų[∑Ĺ Ĺ°£Ļ§ňáŃų≥Ő»ÁŌ¬ąDňý ĺ°£
◊ÓļůĹõ(j®©ng) Ļ”√ÜőőĽÚě(y®§n)◊Cļů◊C√ų£¨…Ō Ųľľ–g(sh®ī)∑Ĺįł≥… žŌ»ŖM(j®¨n)£¨‘O(sh®®)āšŖ\(y®īn)––∑Ä(w®ßn)∂®£¨≤Ę»°Ķ√ŃňŃľļ√–ßĻŻ°£
…Ō“Ľ∆™£ļSD ATCłŖČļňģ…šŃų≥żų[ŌĶĹy(t®Įng)≥żų[ČļѶŅō÷∆‘≠ņŪĹťĹB
Ō¬“Ľ∆™£ļSD ATCłŖČļňģ…šŃų≥żų[ŌĶĹy(t®Įng)ČļѶŅō÷∆∑Ĺįł
- ėň(bi®°o)ļě£ļ
- SD ATC
- áäňģ≥żų[∑Ĺ Ĺ
- łŖČļňģ…šŃų≥żų[ŌĶĹy(t®Įng)